

Kiváló fiber lézervágó nagy sebességű, dinamikus és rugalmas. A vezérlőn keresztül egyszerűen és gyorsan programozható a CNC fiber lézervágó gép. Minél nagyobb a CNC fiber lézervágógép lézerforrásának a teljesítménye így az általa generált jobb minőségű lézerfény kiválóan növeli a megmunkálási sebességét és fibel lézervágás minőségét. Ennek a CNC fiber lézervágónak energiafogyasztása nagyon kedvező szinte takarékos lézervágógép. Automat asztalcserélővel és akár csőforgatóval kinálom CNC fiber lézervágó gépeket így univerzális megoldást olyan gyártási módszerekhez melyek világ vezetők a lézervágók. Mit jelent a fiber lézervágó cserélhető táblája? A gépek 2 db táblával rendelkeznek amikor az egyik táblán dolgozik a fiber lézervágó tehát vág a gép addig a másik tábláról a gépkezelő leszedi az elkészült munkadarabokat és a fiber lézervágógép részére előkészíti a az új egész táblát vágásra. Tehát tábla = fiber lézervágó asztal. Fiber lézervágó feje? Raycus kínai gyártmányú vagy IPG amerikai gyármányú fiber lézer fej. Különbség? A fiber lézer vágási minőségében nincs különbség csak a fiber lézer lézer forrásának élettartamában van. Melyik fiber lézer fej generátor éri meg jobban? Ezt mindenki döntse el maga kinek mi a fontos egy fiber lézernél. Termelékenység, pontosság és sokoldalúság – ezek azok a kulcsszavak, melyek a lézeres vágógépek kiválóságát jellemzik különböző iparágakban. Válassza a precíz és hatékony megoldást, amely a legmagasabb szintű eredményt garantálja a gyártás és tervezés terén. A legújabb technológiával és innovatív funkciókkal rendelkező lézeres vágógépeink nem csupán időt, de pénzt is spórolnak Önnek. Kifejezetten költséghatékony és időmegtakarító megoldásként szolgálnak, miközben magas minőségű eredményeket produkálnak. Gyorsaság, testreszabhatóság és kiemelkedő minőség – ezek a lézeres vágógépek fő jellemzői, melyek különlegessé teszik azokat az iparágban. Válassza a legjobb lehetőséget a gyártás és tervezés terén, és lépjen az innováció útjára velünk!
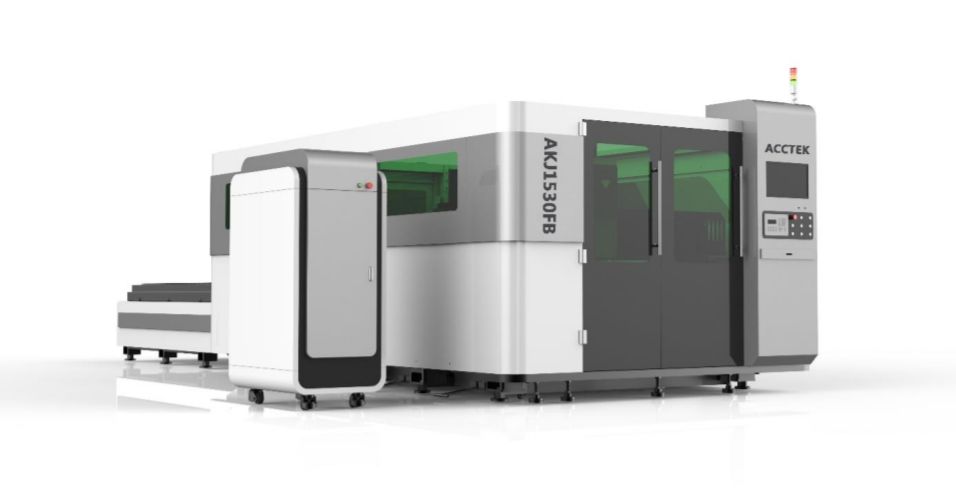
Szuper profit termelő fiber lézervágónak
Műszaki adatai
Munkaterület: 1500x3000mm
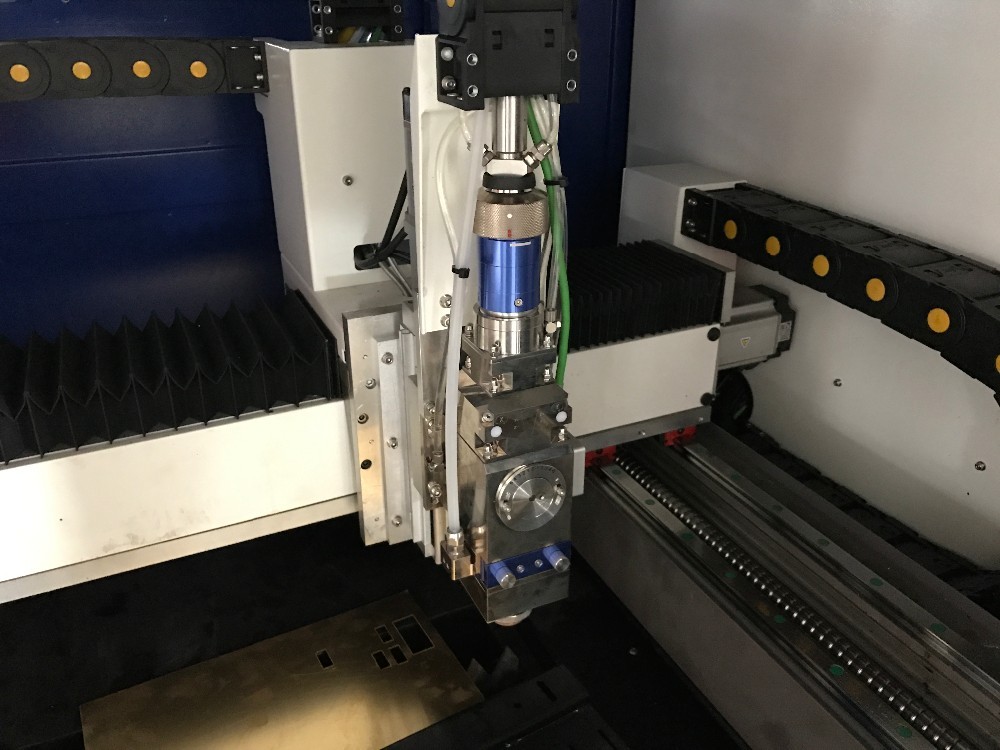
WSX lézer generátor 3000w
vágófej automatikus követési rendszerrel
Cypcut vezérlő rendszer
Max vágási sebessége: 35m/min
Motorok: Japanese YASKAWA szervo
Fordulatszám: 150-2500 RPM
Taiwain Hiwin vezetősín 30 mm
7P ipari vízhűtő
Japán Yaskawa szervo motor
Purging rendszer
Francia Schneider elektronikus alkatrészek
Power 12 KW
French Schneider Electronic Components
Power: 380V, 50/60Hz, 12 Kw
24 órás üzemre készen áll
Paletta cserélővel
Súly: 4500 kg
Lézeres biztonsági előírások betartása kötelező.
Cserélhető tábla (asztal)
Opciók
fiber lézer cső adapter azaz a 4. tengelye a fiber lézernek.
Külső burkolata a fiber lézernek.
Erősített elszívás a fiber lézernél.
Levegő tisztítása fiber lézernek.
Lézervágás levegővel
Előnyei: lézervágás alacsony költsége. A lézervágót és a légkompresszor áramköltségét igényli, így nincs szükség segédgázra. Vékony lemezeknél a lézervágás hatékonysága a nitrogénes vágáshoz közelít. Hátrányai: a lézervágott részeken alsó sorjázást eredményez, ami sorjamentesítési plusz munkát igényel. A levegővel lézervágott vágott részek hajlamosak a feketedésre. Én személy szerint nem ajánlom a levegővel való lézervágást ha levegőlvel akar vágni akkor válassza CNC plazmavágó gépeket mely kedvezőbb befektetési igénynel párosul.
Lézervágás oxigénnel
A lézervágás oxigénnel a leghagyományosabb lézer vágási módszer. Előnye alacsony gázköltség és az tervezés kényelmében rejlik, nem szükséges a segédgázok gyakori variálása. Mikor használható? Elsősorban szénacélból készült lemeznél. Hátránya: a lézervágott rész felületén oxidáció megy végbe, ha ezt az oxidált felületet közvetlenül hegesztik, az oxidáció idővel problémákat okoz.
Lézervágás nitrogénnel
A lézervágásnál a nitrogént nagy sebességű lézervágáshoz használják. Az égést támogató oxigénnel ellentétben a nitrogén gáz a lézervágásnál védő szerepet játszik a lézervágási folyamatban, megakadályozza az oxidáció kialakulását a lézervágott részeken, (mondjuk ideig-óráig azért). Így akár horganyzott acéllemezek lézervágásához is ideálisan használható Hátrányai: Mint említettem a lézervágáskor megtörténik a vágási él megvédése de a védelem nélkül vágott rész hajlamos a rozsdásodásra, ami további rozsda elleni munkát igényel. Ez pl. a horganyzott lemezek lézervágásánál nem előnyös.
Réz lézervágása
A fiber lézervágás a fémek, köztük a sárgaréz és a réz vágásának egyik lehetősége . Ennek az az oka, hogy a fiber lézerek nagy áteresztőképességet, kiváló minőséget, pontosságot és vágási pontosságot, rugalmasságot az alkatrésztervezésben, valamint karbantartást nem igénylő, stabil gyártási folyamatot biztosítanak. A fiber lézergépek valóban nagy teljesítménysűrűséget hoznak létre a fényvisszaverő fémek felületén. A nagy teljesítménysűrűség ezen anyagok felületének gyors megolvadását okozza, így az eljárás gyorsan leküzdheti a reflexiós akadályokat, és stabil vágási folyamatot indíthat el. Mia helyzet a sárgaréznél? A rézet és a sárgarézet nehéz vágni, mert rossz elnyelők. Fényvisszaverő képességük azonban a hőmérséklettel változik. A fényvisszaverő fémek vágásának legkritikusabb szakasza a kezdeti szakasz, más néven piercing szakasz, amikor a lézersugár kölcsönhatásba lép a tömör fémmel. Amikor a vágás létrejön, a lézer többnyire kölcsönhatásba lép az olvadt anyaggal, amely sokkal jobban fényelnyelő.
Karbantartás?
Problémák a lézeres vágógéppel hideg körülmények között
Ha a hőmérséklet csökken hideg körülmények között, a fiber lézervágó gép 0°C alatti üzemeltetése problémákat okoz. Amint a hűtővíz megfagy, térfogata megnő, ami a lézer vagy a vízhűtő rendszer belső csővezetékének megrepedését vagy deformálódását okozza.
Használat után ürítse ki a hűtővizet
Napi használat után ürítse ki a hűtővizet a csövekből. Használjon kompresszort a víz hatékony leeresztéséhez és viztelenítéshez. Szükség esetén távolítsa el a vízhűtőt vagy a szivattyút is, és tegye melegebb helyre, nehogy a keringtető berendezés lefagyjon.
Vízelvezetés módszere
A fiber lézeres vízhűtő és víztartály fő vízelvezető részei: víztartály, csővezeték, szivattyúfej, szűrő, ionmentesítő tartály Válassza le az áramellátást a vízelvezetésben részt vevő berendezésekről.
Víztartály leeresztése
Nyissa ki a leeresztő szelepet (vagy leeresztőcsavart) a víztartály alsó részén, hogy kiengedje a vizet a víztartályból. döntse mega fiber lézervágó a vízhűtőt egy bizonyos szögben
Víztelenítés a fiber lézer csővezetékeiben
Először húzza ki a vízcsöveket, majd sűrített levegővel fújja ki 1 percig a csővezetékek vízelvezető be- és kimeneti nyílásait, hogy a csővezetékekben tárolt vizet visszakényszerítse a víztartályba. Csavarja ki a szűrőelemet a hűtőben, és engedje le a vizet a szűrőelemből. Nyissa ki a víztartály fedelét, és nézze meg, hogy maradt-e még víz a víztartályban (sűrített levegővel csatlakoztathatja a vízellátó nyílást, majd visszafújhatja, és kényszerítheti a maradék vizet a csővezetékbe,
A szivattyúfej leeresztése
Csavarja ki a szivattyú alatti csavart, hogy a szivattyúban lévő vizet leeressze. A legjobb, ha a szivattyúfejen maradt vizet sűrített levegővel fújja ki, majd húzza meg a leeresztő csavart.
A szűrő és az ionmentesítő tartály leeresztése
Nyissa ki a leeresztő szelepet a szűrő és az ionmentesítő tartály alján, vagy a plexi burkolatot a maradék víz eltávolításához.
Használjon etanolt a rövid távú fagyállóhoz
Ha áramszünet van, és a hűtővizet nem lehet leereszteni, ideiglenes fagyállóra van szükség vagy más ok miatt. Lehet adagolni etanolt (alkoholt) ionmentesített vagy tisztított vízben. A hozzáadott mennyiség nem haladhatja meg a víztartály térfogatának 40%-át. A festék és a gumi alkatrészek korrozívak és korrozív hatásúak a fémekre, ezért nem használhatók hosszú ideig. A hűtőcsöveket egy héten belül le kell engedni és tiszta vízzel vagy ioncserélt vízzel meg kell tisztítani. Ha továbbra is szükség van fagyállóra, speciális fagyállót kell választani. Név: Fagyálló etilénglikol (más néven glikol), Az ionmentesített vízzel való arány legalább körülbelül 30%, előnyösen 50% (70% víz, 30% etilénglikol) Ügyeljen arra, hogy hozzáadja a nulla fok alatti környezeti hőmérsékletet (beleértve). Az etilénglikol nem egyenlő az etanollal (alkohol)
A CNC fémlézervágó előnyei
A fémlézeres vágógép egyfajta melegvágás. Összehasonlítva a hagyományos fémvágási módszerekkel, mint például a lyukasztás, az oxi-üzemanyag-vágás, a plazmavágás stb., a fémlézeres vágásnak a következő nagy előnyei vannak:
1. Kiváló vágási minőség
A kis lézerfoltoknak, a nagy energiasűrűségnek és a gyors vágási sebességnek köszönhetően a lézervágás jobb vágási minőséget érhet el. * A lézeres vágási bemetszés keskeny, a vágási varrat oldalai párhuzamosak és a felület merőleges a felületre, és a vágási pontosság elérheti a ± 0,05 mm-t. * A vágási felület sima és gyönyörű. A lekerekített sarkokban és a gépekben gyakran előfordulnak sorják, amelyek gyakran nem állnak rendelkezésre. Közvetlenül használható, utólagos mechanikai feldolgozás nélkül. * A lézervágás termikus hatásterülete kicsi, a varratok közelében lévő anyagok teljesítménye szinte nem változik, és a munkadarab deformációja kicsi.
2. Nagy pontosságú
A vágási pontosság nem hasonlítható össze más folyamatokkal. Ha a teljesítmény stabil és a paraméterek megfelelőek, akkor nincs szükség megmunkálásra és polírozásra. Közvetlen késztermékek, ami nagyon költséghatékony.
3. Gyors vágási sebesség
Az optikai szálas lézervágó gép vágási sebessége 2-3-szor gyorsabb, mint más vágószerszámok. Nyilvánvalóbb, ha a fémlemezek vékonyabbak, és a vágási minősége is nagyon jó. A vágási út kicsi, a felület lapos és sima.
4. Érintésmentes vágás
A lézeres vágás érintésmentes megmunkálási alkatrész, a „szerszám” cseréjéhez nincs szükség különböző formájú megmunkálásokra, csak a lézer kimeneti paramétereit kell megváltoztatni. A vágószerszám nem kopik.
5. Jó rugalmasság
Rugalmassági foka nagy, bármilyen alakú és méretű lemezt képes vágni, különösen alkalmas összetett alkatrészek vágására.
6. Alacsony karbantartási költség
A fémlemez lézervágás költsége meglehetősen alacsony, a későbbi felhasználási folyamat során csak a sérült alkatrészeket kell rendszeresen cserélni, például lencséket, fúvókákat stb., és a karbantartási költség rendkívül alacsony.
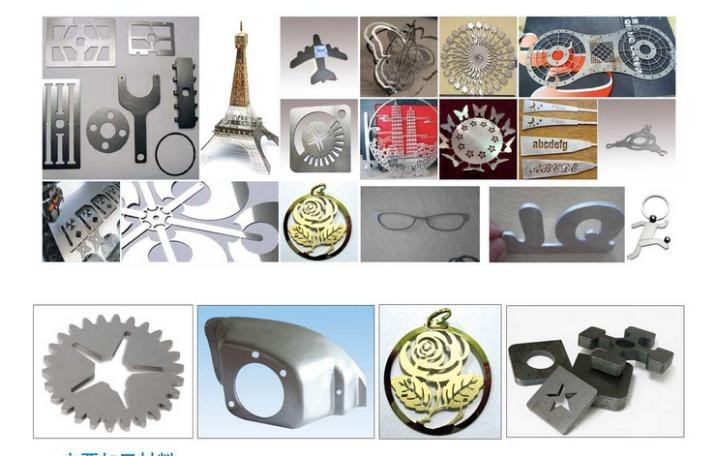
Az anyag fém lézervágóval vágható
Az optikai szálas lézervágó géppel jól vágható fémanyagok főként a következők:
Rozsdamentes acél
A lézer egy nagyon hatékony feldolgozási eszköz a rozsdamentes acél vágásához. A lézeres vágási folyamat paramétereinek szabályozása esetén a forgácsolási termikus hő kismértékben befolyásolja a területet, a vágási sebesség gyors és hatékony.
Szénacél
A lézer szénacél vágása a lézer oxidációs és vágási mechanizmusát használja. A varrás megfelelő szélességi tartományban szabályozható. A szénacél lemez maximális vastagsága 20 mm.
Alumínium és ötvözete
Az alumínium erősen tükröződő anyag. A tiszta alumíniumot nehéz nagy tisztasággal vágni; az alumíniumötvözetek összetételbeli különbségeik miatt különböznek egymástól. Az alumínium vágás a lézeres olvasztó és vágó mechanizmushoz tartozik. A segédgáz főként a vágási területről való elfújás szerepét tölti be, amivel általában jobb vágási felületi minőséget lehet elérni.
Réz és ötvözete
A réz nagy visszaverő képességgel és jó hővezető képességgel rendelkezik. A bronz (rézötvözet) nagyobb lézerteljesítményt és segédgázokat használ, amelyek vékonyabb lemezeket vághatnak; a rezet (tiszta réz) nehéz vágni a túl nagy fényvisszaverő képesség miatt, a folyamatos lézert pedig nehéz vágni.
Titán és ötvözete
A tiszta titán jól összekapcsolható a lézersugár-átalakítás hőenergiájára való összpontosítással. A segédgáz nitrogént használ a lézeres vágás során, hogy megakadályozza az oxigénreakciókkal járó túlégést.
Fiber lézerrel csővágás (videó) KLIKK IDE! (forrás: internet)
















 Kérjen tájékoztatást.
Kérjen tájékoztatást.