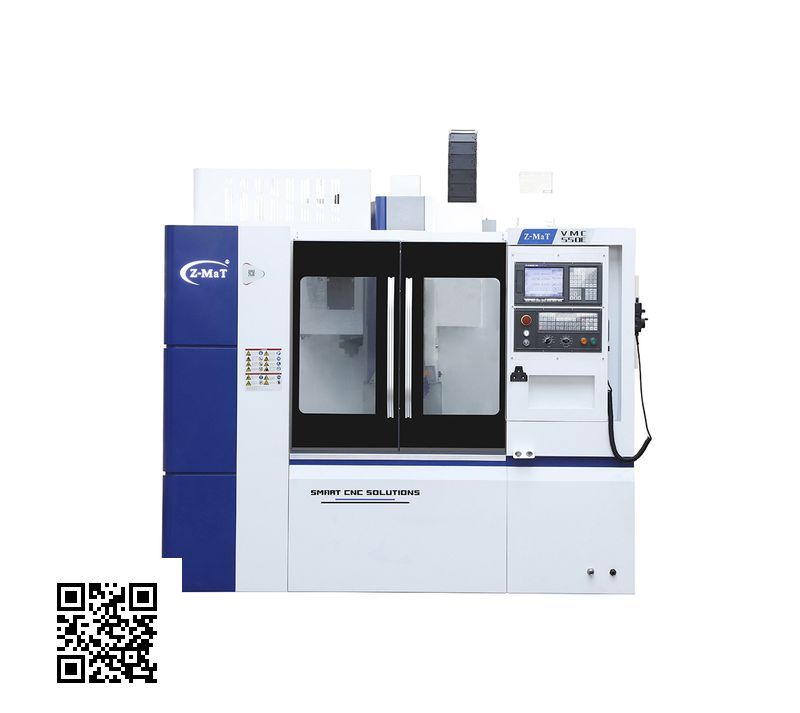

Kiváló minőségű megmunkálóközpont viszonylagosan hosszú asztallal. Ezt a megmunkálóközpontot mérsékelt befektetési igényével egyszerű megmunkálásokra tervezték. Természetesen mivel ez egy cnc megmunkálóközpont így azt csinálja amit a kezelője beprogramoz neki. A BT30-as főorsó azért behatárolja a cnc megmunkálóközponton a forgácsolandó munkadarabok mértékét. Ellenben ennél a cnc megmunkáló központnál előny is, hogy a kezelő nem tudja szét erőltetni a gépet.
Kiváló megmunkálóközpont
Műszaki adatai
Asztal: 1050 x 280 mm
Teherbírás: 200 Kg
T horonyok : 14 x 3 x 60 mm
X löket: 550 mm
Y löket: 280 mm
Z löket: 450 mm
Főorsó homlok: 50-500 mm
Főorsó tengely: 300 mm
X/Y/Z gyorsjárati: 15/15/15 m/perc
Főorsó: BT30
Főorsó: direkt hajtás
Főorsó: 6000 f/p
Főmotor: 2.2 kW
Szerszámhelyek: 12 esernyőtár
Max. szerszámtömeg: 3 Kg
Méret (H x Sz x M): 1800 x 1700 x 2100 mm
Tömeg: 1300 Kg
Leszállítással, betanítással.
Megmunkálási javaslatok?
A munkadarab megmunkálsa során a szerszám rezgése gyakori probléma a CNC megmunkáló központoknál, amely a munkadarab felületi rezgéséhez vezet, ami magas utómunka- és selejtarányt eredményez.
Éles szerszámok
A befogott betétek bevonatos és bevonat nélküli változatokban kaphatók. A bevonat nélküli betétek jellemzően élesebbek, mint a bevonatos betétek, mivel ha a betéteket bevonattal akarják ellátni, akkor az éleket először passziválni kell. Ennek oka, hogy az éles él gyengítheti a bevonat kötésszilárdságát az élen, de minél jobb állapotban van a vetét annál könynebben dolgozik a cnc megmunkálóközpont.
Kis hegysugár
Meghatározott mélységig történő vágásnál a kis hegysugár alkalmazásával jelentősen csökkenthetők a vágóerők, különösen a radiális erők CNC megmunkáló központnál. A radiális vágóerő a karcsú rúdszerszámok vagy munkadarabok rezgéseinek elsődleges oka. Minél nagyobb a csúcsív sugara, annál nagyobb a karcsú szárak rezgési hajlama azonos vágási mélységnél.
Vágási mélység
A vágási mélység kiválasztásakor CNC megmunkáló központnál kerülni kell, hogy a vágási mélység megegyezzen a szerszámhegy ívsugarával.
Dőlészög
Vékony tengelyek külső esztergálásához a 90°-os elsődleges dőlésszögű szerszám használata előnyös CNC megmunkálóközpontnál a rezgések csökkentése érdekében. A 90°-os főeltolásszögű szerszám a legkisebb radiális vágóerőt generálja, miközben a penge élén a legnagyobb axiális erőt fejti ki.
Kerek betétes marók
A vékony tartóval rendelkező CNC megmunkáló központok esetében a kerek betétes marók csökkentik leghatékonyabban a rezgéseket. Minél közelebb van a fő dőlésszög a 90°-hoz, annál nagyobb a radiális vágóerő és annál jobban rezeg a szár.
Üregek marása
Amikor a CNC marógépek karcsú rúdvégmarókat használnak mély üregek marásához behelyezett maró egy fúrógéphez hasonló szerszám axiális előtolására utal mély üregek marásakor. Hosszú szár esetén, amelynek túlnyúlása nagyobb, mint az átmérőjének háromszorosa, ajánlott axiális előtolású behelyezett marás alkalmazása. A végmaró betétnek azonban van egy bizonyos szélességű radiális vágóéle.
Vékony fal
Vékony falú munkadarabok marásakor CNC megmunkáló központnál a rezgések oka kizárólag a munkadarab, más néven doboz vagy tál alkatrész. Mivel a rezgés magából a munkadarabból származik, az ilyen alkatrészek marásának kezelésénél az elsődleges szempont a munkadarab befogásának javítása.
Belső furatok
Belső furatok fúrásakor minél kisebb a penge élszöge, annál jobb CNC megmunkálóközpontnál. Ennek oka, hogy a másodlagos dőlés nagyon nagy lesz, ami csökkenti a másodlagos vágóél és a megmunkálandó felület közötti zörgő érintkezési felületet, így a zörgés nehezebben alakul át rezgéssé. Emellett annak a valószínűsége is alacsony, hogy a másodlagos vágóél összenyomja a forgácsot.
Homlokmarás
Ha egy marógép ritkás fogazású, egyenlőtlen osztású marómarót alkalmaz, a marási rezgések csökkenthetők CNC megmunkáló központnál. A “fog” kifejezés a pengére utal. Például egy 100 mm átmérőjű, 5 pengés maróval ellátott homlokmarónak 50%-kal kevesebb maróerőt kell kifejtenie egy 10 pengés maróhoz képest.
Forgácstörő
Használjom a CNC megmunkálóközpontnál betét elülső és nagy hátsó sarkait egy könnyed forgácstörő résszel. Az ilyen betéteknek van a legkisebb vágási ékszöge reszelés vagy marás közben, ami könnyebb és gyorsabb vágást eredményez.
Gyenge rezgés
A vágási paraméterek finomhangolása CNC megmunkálóközpontnál, ami csak akkor lehet hatékony, ha a vágási rezgés nem erős. Az általános beállítási módszer a szerszám vagy a munkadarab forgási sebességének csökkentését, a vágásmélység csökkentését és a szerszám fordulatonkénti előtolásának növelését jelenti. A belső menet esztergálása során fellépő rezgés esetén a menet esztergálásának befejezéséhez szükséges előtolási lépés 1 vagy 2 vágással csökkenthető.
Racionalizáljon
Racionalizálja a CNC megmunkáló központnál vágószerszám folyamat útját. A folyamat megfelelő útvonalvezetése nagyon fontos a marási műveleteknél. Különbséget kell tenni az egyenes és a hátrameneti marás között, és a hagyományos marási elmélet szerint a hátrameneti marás csökkenti a marási rezgést. Ez azonban csak a csigahézagok által keltett rezgések elnyomására hatékony. A legtöbb modern, golyós vagy görgős csigával felszerelt marógépnél a fordított marás csillapító hatása minimális.
Zero point clamping
Az emberek több mint öt évtizede használják az SMED-et, vagyis az egyperces cserét. Hacsak nem Superman, és gyorsabban tud mozogni, mint egy száguldó golyó, könnyen fél óráig vagy tovább is tarthat egy satu cseréje vagy egy forgóasztal mozgatása. Talán sokkal több elvesztegetett időt, pénzt és elveszett lehetőséget jelent. A jó hírek? A nullapont befogó rendszerekkel a munkavégzés percekké változtatja ezeket az órákat. Itt van az a dolog: ha azok az öregek felismernék a gyors beállítás fontosságát – olyan emberek, akik nem tudták elképzelni, modern CNC megmunkáló központokat– felveti a kérdést: Mi miért nem? Nincs többé t-anya és tőcsavar használata satu rögzítéséhez a gépasztalhoz. Ehelyett a nullapontos rendszerek a rögzítőlap aljához rögzített csapokhoz rögzülnek, vagy néha közvetlenül magához a munkadarabhoz. A satu vagy szerelvény? Biztonságosan rögzítve van a rögzítőlap ellenkező oldalára. Egyszerűen nyomja meg a gombot, vagy forgassa el a csavarkulcsot, és az egész munka megy. Új munka beállításához csak csúsztassa be a nullpont húzócsapokat a vevőegységekbe, rögzítse a bilincset, és máris készen áll az alkatrészek megmunkálására. Könnyedén. Ezen a ponton elgondolkodhat: miért érdekel, hogy milyen munkatartó rendszert (vagy nem) használ? Nem érdekli jobban a megmunkáló központok és esztergagépek értékesítése? Ebben van némi igazság, de ügyfeleim sikeressé tételével több gépet adunk el.
















 Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.
Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.