


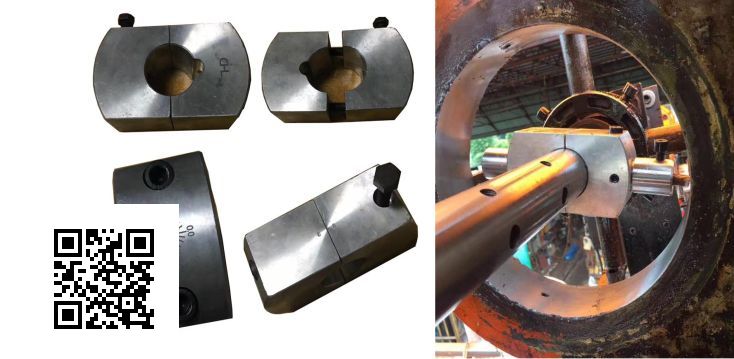

Elkoptak a nagy méretű furatok? a nagy értékű gépeken ezen segít a szuper vonalfúró berendezés. Vonalbafúrással megoldhatóak a homlokfelületek síkra munkálása kanalak, gémek, egyéb elemek jabítása különböző átmérőben, akár nagy távolságra egymástól. A vonalfúrás kiegészítve felhegesztéssel így az eredeti furatméretet tudják helyreállítani a vonalfúróval, így például használható az eredeti gyári persely. Milyen gépek javítására használják a vonalbafúrót? pl. földmunkagépek, rakodógépek javítására melyeknél a karok, gémek hibáinak javítása kiválóan megoldható akár a helyszínen. A vonalbafúrással furatok, tengelyhelyek vonalfúrását, esetleges perselyezését vagy csapszegezését, felújítását a nagy méretű gépek szállítása és megbontása nélkül, vagy a gép tulajdonosának a telephelyén tudják megoldani vonalbafást. hajóknál a kormányszár újra csapágyazásánál nagy a szerepe a vonalfúrónak illetve tengelybak vagy tönkcső javításánál.
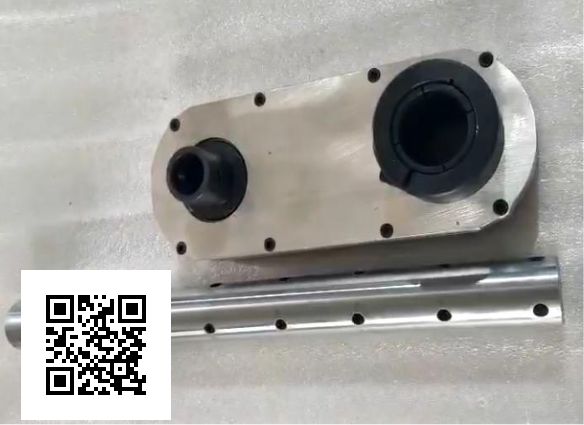
A kibáló mobil vonalfúró berendezés könnyen szállíthatók a javítandó például gémcsapok, szivattyúházak, hajtóműházak stb. nagy értékű gépalkatrészek vonalfúrással történő kiváló minőségű felújítására. Általában a mobil vonalfúrókkal 50 mm és 300 mm közötti furatátmérő vonalbafúrására van igény. A vonalfúró hosszmegmunkálási képessége körülbelül ~ 500 mm -től – 7000 mm hosszig terjednek de persze léteznek speciális vonalba fúró berendezések melyeket fúrószár hosszabbítással oldják meg.
Ez a szuper mobil vonalfúró berendezés könnyen szállítható a javítandó például gémcsapok, szivattyúházak, hajtóműházak stb. nagy értékű gépalkatrészek vonalfúrással történő felújítására.
Kiváló vonalfúró
Műszaki adatai
Automata előtolással de kézi előtolás is lehetséges a munka vele.
Maximális előtolás: 280 mm
Kiesztergálási mélység: 2 mm a maximum ( puhább anyagokban 5 mm)
Forgási sebesség folyamat mentesen állítható: 50-350 Rpm
Marási átmérő: 40 mm és 150 mm között
Max: 1500 mm távolság alap esetben de persze gyártható hosszab fúrórúd is.
Vonalfúrórúd átmérője: 35-50 mm
Motor: 3000 W szuper erős Új fejlesztésű motorral (3kW)
Power: 220 V
Súly: ~ 130-150 kg
Kezelő személyzet szükséglet 1 fő.
Hegesztő feltéttel (berendezéssel) együtt.
(hegesztőkészülék és/vagy a huzaladagoló nem tartozék)
Könnyen szállítható kivitel.
Garancia 12 hónap de utánna is segítek a szervizelésben.
Munkára azonnal készen kerül átadásra.
Alaptartozékok
1 db 35×1100 mm fúrórúd
1 db 50×1500 mm fúrórúd
1 db 50×500 mm fúrórúd
Felhegesztő rudak:
1 db 35×900 mm
1 db 35×600 mm
1 db 35×280 mm
1 db kábel szett
5 db marókés
Szerszám készlet.
Opcionálisan kérhető
Kiterjesztett tartókkal a 230 mm (300) átmérőig fúrási méret növelése céljából
Opcionálisan 60 mm fúró rudakkal is kérhető.
Csuklós fúrórúd 45 mm átmérő 1200 mm hosz. (3 rúd 2 csuklóval) a nehezen elérhető helyekre.
Univerzális fúrórúd szett. (a csuklós fúrórúd helyett)
Hegesztő berendezés
Ezzel a kiváló vonalfúró berendeszéssel nagy tartományban furat átmérő vonalbafúrására van lehetőség felhegesztéssel vagy anélkül is használható.
Általában hogyan végzik a vonalfurást? A kopott vagy esetleg ovális valamilyen formában nem szabályos furatokat előforgácsolják majd akár automata módszerrel ami 2 fajta lehet vagy csigavonalban vagy körkörösen ugrásokkal egyenletesen felhegesztik ezután a végleges átmérőre forgácsolják szigorúan több menetben. Miért több menetben megy a vonalfúrás? Így lehet biztosítani a szükséges pontosságot.


















 Kérjen tájékoztatást.
Kérjen tájékoztatást.