


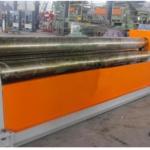
A lézerhegesztés robotizálásának egyik lehetősége a teljesen automatizált hegesztés, ahol a gép végigvezeti a fémet a teljes folyamaton. Félig automatizált hegesztés esetén a munkavállaló rögzíti a munkadarbot, majd eltávolítja, miután a folyamat befejeződött. A robot lézerhegsztőket hosszú ideig tartó hegesztési munkára tervezték, így csökkentik a váltás idejét. A segédidő, a pozicionáló elmozdulási ideje és az egyes hegesztések induló pontjának érzékelési ideje. A kézi félautomata hegesztés ívelési sebessége általában 35% és 60% között van, a teljesen automatizált robot ívelési sebessége 80-90%, vastagabb lemezeknél a hosszú hegesztésnek köszönhetően az ívsebesség közel 100% lehet. KB max 6-7 mm vastag lemez hegeszthető robot lézerhegesztéssel. A robot karja, három dimenzióban mozog több síkon. A lézer robothegesztés több fajta lézerhegesztési megoldást kezel, mint például az folyamatoshegesztés, a mintázat hegesztése, a ponthegesztés. A robotos hegesztés összetett folyamat, a nyereségességéhez nagy mennyiségű megmunkálandó alkatrész szükséges és nagymértékben ismétlődő hegesztési feladatok és a hegesztési ismeretek a robot hegesztési beállításainak finomhangolására. Szakképzett lézerhegszető munkavállalókat nehezen alkalmazni és megtartani így elengedhetetlen a hegesztési folyamatok automatizálása. Az automatizálási beruházások megtérülései (ROI) gyorsulnak.
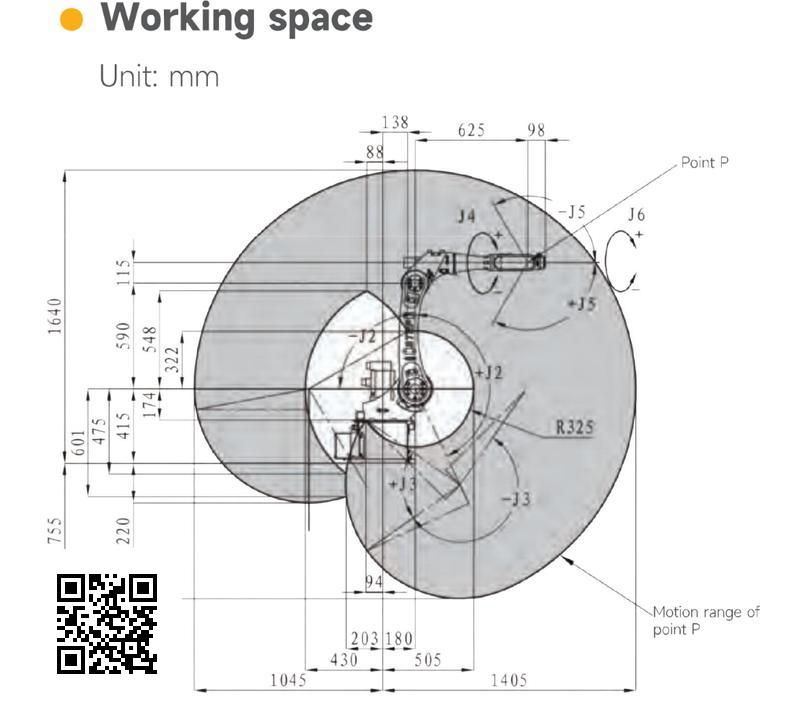
Műszaki adatai
Konstrukció Függőleges több csuklós
Csuklók száma 6
Hajtás mód AC driven
Maximális dolgozó rádiusz 1405mm
Ismétlési pontosság +/-0.05mm
Maximum teherbírás 8kg
A géptest súlya 143kg
IP ráta IP40 a teljes gépre IP65 a karra
Maximum Működési sebesség J1 170°/s
J2 170°/s
J3 160°/s
J4 360°/s
J5 320°/s
J6 450°/s
Maximum mozgási határ J1 +/-165°
J2 +/-150-90°
J3 +/-70-200°
J4 +/-170°
J5 +/-120°
J6 +/-360°
Megengedett terhelési nyomatéka
a csuklónak J4 11.8N.m
J5 9.8N.m
J6 6.7N.m
Megengedett csukló tehetetlenség J4 0.6 Kgm2
J5 0.25 Kgm2
J6 0.1 Kgm2
Levegő ház konfiguráció 1-dia. 8
A test integrált jel kábele 16 szál
Telepítési lehetőség földre, falra, lógatva
Működési előírás Hőmérséklet 0~40°C
Páratartalom 75% alatt
Rázkódás 0.5G alatt
Zajszint
Robot hegesztésnél?
Amikor a hegesztő robot hegeszt, az üzemeltetőnek meg kell tanítania a' hegesztőpisztoly pályáját és meg kell adnia a hegesztési feltételeket. Mivel a tanítást el kell végezni, a robotok nem alkalmasak olyan termékek hegesztésére, amelyeket sokféle változatban kis mennyiségben állítanak elő. Másodsorban biztosítani kell a munkadarab pontosságát, mert a robotnak nincs szeme és csak ugyanazokat a műveleteket tudja megismételni. A hegesztő robot pályájának pontossága ~ ± 0,1 mm, és ugyanaz a művelet megismétlődik ezzel a pontossággal. Ha a hegesztési eltérés nagyobb, mint a huzalsugár, akkor a hegesztés nem biztos, hogy jó, ezért a munkadarab pontosságát a huzalsugárban kell tartani. A hegesztési feltételek beállítása az oktató kezelő képességeitől függ. A tanítás során a kezelőnek meg kell adnia a hegesztési eljárást, a hegesztőpisztoly testtartását és szöget, áramot, feszültséget, sebességet és egyéb hegesztőpálcákat. A tanító kezelőnek teljes mértékben fel kell ismernie a hegesztési ismereteket és a hegesztési készségeket. A hegesztő robotoknak teljes figyelmet kell fordítaniuk a biztonságra a hegesztési folyamat során. Ez egy nagy sebességű mozgóeszköz. Az emberek nem használhatják a robotot automatikus működése közben, és biztonsági kerítéseket kell felszerelni. Az üzemeltetőknek speciális munkavédelmi oktatásban kell részesülniük, különben nem működhetnek.
Előnyök vagy hibák?
A hegesztő robotok alkalmazása nagyon jól jövedelmező, mert a lézerhegesztő robotokat kényelmesen lehet működtetni, és hatékonyságuk háromszorosa a normál alkalmazottakénak. A lézerhegesztő robotok védik a hegesztő munkások biztonságát. A hegesztő robotok teljesen helyettesítették a kézi munkát. A hegesztési eltérés bekövetkezését helytelen hegesztési helyzet vagy problémák okozhatják a hegesztőpisztoly keresésekor. Ekkor meg kell vizsgálni, a hegesztőpisztoly középpontjának helyzete pontos-e. Ha ez gyakran előfordul, ellenőrizze a robot egyes tengelyeinek nulla helyzetét, majd javítsa újra a kalibrálást. A lehúzás bekövetkezhet a hegesztési paraméterek nem megfelelő megválasztásából, a hegesztőpisztoly helytelen szögéből vagy a hegesztőpisztoly helyzetéből. Megfelelően beállíthatja a teljesítményt a hegesztési paraméterek megváltoztatásához, a hegesztő pisztoly és a munkadarab relatív helyzetének beállításához. A túlzott fröccsenés oka lehet a hegesztési paraméterek nem megfelelő megválasztása, a gázösszetétel okai, vagy a hegesztőhuzal túl hosszú külső megnyúlása. Beállíthatja a teljesítményt a hegesztési paraméterek megváltoztatásához, beállíthatja a gázarányt a vegyes gázarány beállításához, valamint beállíthatja a hegesztőpisztolyt és a munkadarab relatív helyzetét. A hegesztés végén ívkráter képződik hűtés után, és a programozás során a merülő ívkráter funkció hozzáadható a munka lépéséhez.
















 Kérjen tájékoztatást.
Kérjen tájékoztatást.