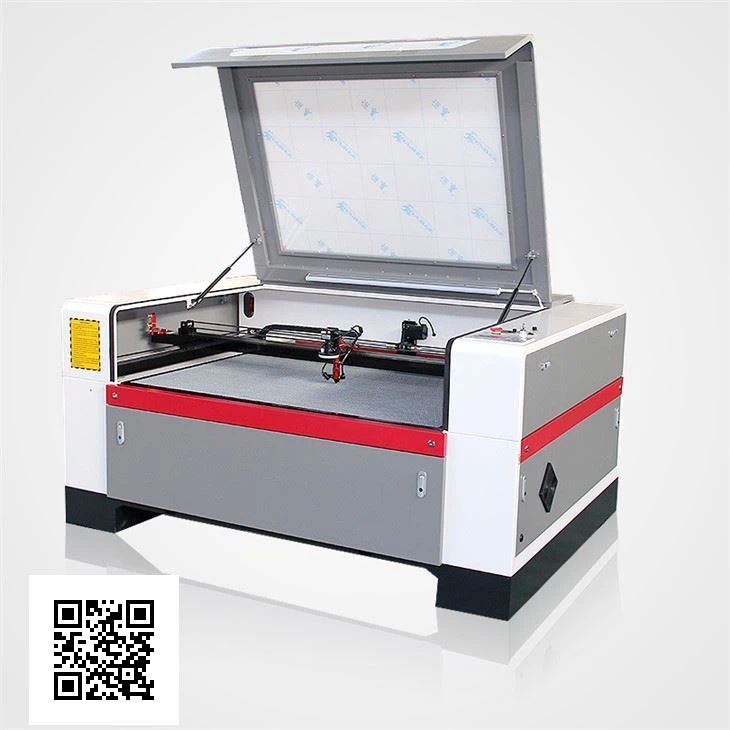

A CO2 lézervágó gépnek számos előnye van, mint például a nagy gravírozási pontosság, nincs sorja, és bármilyen formát képes feldolgozni. Széles körben használják a ruhaiparban, a cipőiparban és a fafaragó iparban. A testreszabott CO2 lézervágógép a felfelé és lefelé osztott szerkezetet alkalmazza, ami kényelmesebb a telepítéshez. A lézervágógép alatt nagy hely van, helytakarékosság érdekében a hűtő, légszivattyú és egyéb tartozékok a gép alá helyezhetők. A Ruida vezérlőrendszer támogatja a CO2 lézervágógépet számítógép által vezérelt USB-kábellel és offline vezérlőrendszert pendrival. Alumínium szalag alakú munkaasztal. A CO2 lézervágó gép alumínium szalag alakú munkaasztallal van felszerelve, amely hatékonyan képes vágni és feldolgozni különféle anyagokat, beleértve a fát, műanyagot, szövetet, papírt, bőrt, sőt fémet is. A munkaasztal biztonsági védőelemekkel is fel van szerelve, amelyek segítenek megvédeni a felhasználót minden lehetséges veszélytől.
Műszaki adatai
Lézeres közeg CO2
Munkaterület 1600*1000mm
Munkaasztal
Kés asztal/méhsejt asztal
Lézer teljesítmény 100W
Tápegység 220V/50HZ,110V/60HZ
Minimális vonalszélesség ≤0,15 mm
Pozíció pontosság 0,01 mm
Ismétlési pontosság 0,02 mm
Vágási sebesség 150mm/s
Hűtőrendszer Vízhűtés
Vezérlő szoftver RDCAM, Coreldraw, Photoshop, AutoCAD, Tajima kompatibilis
Grafikus formátum támogatás PLT, DXF, BMP, JPG, AI stb
Munkakörnyezet 0-45℃
Működési páratartalom 5-95%
Nettó tömeg 470 kg
Bruttó súly 580 kg
Csomagméret 2350*1650*1320mm
A Reci CO2 lézercső egy nagy teljesítményű lézergenerátor, amely nagy teljesítményű lézersugarat képes előállítani különféle anyagok gravírozására és vágására. A tartósságáról és pontosságáról ismert, viszonylag könnyen kezelhető és karbantartható.A nagy pontosságú CO2 lézerfej van kiválasztva, amely piros pont pozicionáló funkcióval rendelkezik. A vágófej mindig követi az anyagot, és a vágási pont helyzetét változatlan formában tartja. A lézerfejre légcső is van felszerelve, és a kifújt levegő nem csak a levegőt fújja el, hanem lehűti a lencsét és a tárgy felületét is. A tajvani HIWIN lineáris vezetősín használatával a futási sebesség gyors, a pozicionálási pontosság nagy, az idő hosszabb, a gravírozás és a vágás pontossága javul, és a pontos feldolgozási hatás biztosított.A nagy teljesítményű és megbízható teljesítményű léptetőmotort úgy választják ki, hogy biztosítsák a gép normál működését. És nem csak a motor ára olcsó, de a teljesítmény is jó, nincs szükség A/D konverzióra, a digitális impulzusjel pedig közvetlenül szögeltolódássá alakítható.Az elektromos emelőasztal az igényeknek megfelelően testreszabható. Főleg az anyag magasságának beállítására szolgál, hogy a vágófej és az anyag felülete között a legmegfelelőbb távolságot tartsa, így biztosítva a vágási hatást.
Melyik lézergép a legjobb akril vágására?
Az akril egy speciális polimer műanyag. Egyéb elnevezések – plexi, PMMA. Ez az anyag különböző változatokban kapható: átlátszó, tükör, áttetsző, színes. Az akrilt ajándéktárgyak és díjak, kültéri reklámszerkezetek és POS-anyagok készítésére használják. A belőle készült termékeket gyakran használják üzletek, kereskedelmi és szórakoztató központok díszítésére. A nagy tartósság és a könnyű feldolgozhatóság miatt az akril nagyon népszerű. Az akrillemezeket két technológia – extrudálás és öntvény – egyikével állítják elő. Mindegyik módszer lehetővé teszi bizonyos problémák megoldását, és bizonyos jellemzőket ad az anyagnak. Különböző típusú akrilok (öntött vagy extrudált) feldolgozásakor figyelembe kell venni azok sajátosságait. Ez az anyag lézeres vágására is vonatkozik. Ha fát kell vágnia, használjon Wattsan vágógépeket.
Milyen plexit válasszunk lézeres vágáshoz?
A szakértők szerint a legjobb megoldás a lézergépen történő vágáshoz az öntött akril. Az ebből az anyagból készült lapokat a lézer jól feldolgozza, mivel nincs maradék feszültsége. Ez lehetővé teszi a kiváló minőségű termékek beszerzését. A lemezek vastagságfelhasználása azonban meglehetősen magas, ezt fontos figyelembe venni az előregyártott termékek alkatrészeinek készítésénél. Az öntött akril drágább, mint az extrudált. Az extrudált akril vastagsága kevésbé fogyasztható. De a maradék feszültség jelenléte repedéseket okozhat lézergépen történő megmunkáláskor vagy néhány nappal a vágás után. Emiatt ez az anyag nem nagyon alkalmas lézeres feldolgozásra.
Az akril lézerrel történő vágásának jellemzői
Lézerrel történő vágáskor az akrilból az emberi egészségre káros anyagok szabadulnak fel. Annak érdekében, hogy megvédje magát az ilyen alkatrészek belélegzésétől, fontos, hogy az akril feldolgozásakor zárja le a gép fedelét. A keletkező, meggyulladt gőzök eltávolításához elszívó burkolatot is szükséges használni.
Hogyan állítsuk be a vágási sebességet és teljesítményt?
A gép sebessége és teljesítménye akril vágásakor a berendezésbe szerelt lézercső teljesítményének megfelelően van beállítva. A legtöbb esetben ugyanazokat a paramétereket használják, mint a rétegelt lemez vágásakor. Fontos az ilyen paraméterek kiválasztása, hogy a vágást egy menetben végezhesse el. Minél több áthaladást végez a lézer a plexi üvegen, annál gyengébb lesz a késztermék minősége. Ez annak köszönhető, hogy a plexi gőz leülepedik a vágóéleken a második és az azt követő menetek során. Emiatt érdessé és buborékossá válik. Ez különösen észrevehető az 5-10 mm vastagságú lapokon. Javaslom, hogy a teljesítményt és a sebességet egy mintaelem segítségével állítsa be. Ez segít elkerülni a problémákat, amikor elkezdi vágni a tényleges terméket. Ha a mintavizsgálat azt mutatja, hogy az anyagot nem lehet átvágni az első lépéssel, növelni kell a lézerteljesítményt vagy csökkenteni kell a lézerfej sebességét.
Mit kell figyelembe venni az akril lézeres feldolgozásakor?
Az első szabály, amely segít a kiváló minőségű eredmény elérésében, a pontosság. A plexi könnyű feldolgozásának van egy árnyoldala – lézerrel nagyon könnyen megsérülhet. Ennek elkerülése érdekében a lapot előzetesen biztonságosan rögzítjük az asztalhoz. Tökéletesen mozdulatlannak kell lennie, mert még mikroszkopikus eltolással is garantált a pazarlás. A szakemberek második tippje a fújás csökkentése. A megfelelő nyomás meghatározásához egy egyszerű kritériumot használhat. Először fújjon az ujjára maximális erővel, és emlékezzen az érzésre. Ezután kapcsolja be a lézerfej ventilátorát, helyezze az ujját a légsugár alá. És állítsa az áramlást addig, amíg az érzés ugyanaz lesz. Ha a légáramlást megfelelően állítjuk be, a kész termék szélei simák lesznek, és nem jelennek meg rajtuk zavaros hullámok.
Hogyan lehet akrilt gravírozni lézerrel?
A gravírozás megkezdése előtt el kell távolítani a fóliát a plexiről. A koromképződés megakadályozása érdekében az akrillap felületére vékony szappanos oldatot kell felvinni. Meg kell száradnia. Amikor a gravírozás befejeződött, a lapot letöröljük, eltávolítjuk a szappant. Az eredmény egy sima, tükörszerű élekkel és korommentes termék. A plexi lézergépre történő gravírozásához válasszon gyenge fúvatást, és állítsa be a légáramlást, mint az előző példában. De ha kontúrgravírozásra van szükség, akkor a fújást egyáltalán nem használják. A minimális lézerteljesítmény be van állítva a kontúrok gravírozására. A fújás hiányával együtt ez lehetővé teszi, hogy vékony vonalakat kapjon az akril felületén. Fa gravírozásához jobb, ha gravírozókat használ. Ha elég sokáig dolgozik fújás nélkül, fontos, hogy rendszeresen ellenőrizze, hogy a lencse és a tükrök nem szennyezettek-e. És törölje le őket, ha szükséges. Ha megjelent a korom. Vannak módok a megszüntetésére.
- Aceton. Amikor a gravírozás befejeződött, letöröljük azokat a területeket, ahol maradványok vannak. Ezt nagyon óvatosan és gyorsan kell megtenni, mivel az aceton feloldhatja az akrilt. És ez fehéres bevonat megjelenéséhez vezet.
- Polírozó paszta. Kis mennyiségben a szélére alkalmazzák. A plexit pedig puha ruhával fényesítsd át. A kisebb karcok is így eltávolíthatók.
- Fehér Szellem. A szélek letörlésére szolgál.
Ne távolítsa el a kormot alkohollal. Ez kis repedések kialakulásához vezet. Nem lehet megszabadulni tőlük.
Milyen akrilüveget válasszunk lézeres vágáshoz és gravírozáshoz?
Kétféle akril létezik: öntött és extrudált. Az öntött akril alkalmasabb lézeres vágáshoz. Az extrudált akrilt ritkán vágja a lézer, mert hajlamosabb a repedésre, mint az öntött. Ennek oka az utófeszítés, amely a lézersugár hőjének kitéve repedésekhez vezethet. Az extrudált akrilüveg egyik előnye, hogy kisebb, mint az öntött akril divergenciája. A nagyobb repedésveszély miatt azonban nem javasolt lézeres kezelésre választani. Az öntött akril alkalmasabb.
Elszívórendszer: hogyan kerüljük el a tüzet
Az akril vágásakor megfelelően működő elszívó rendszert kell használni. Ennek az az oka, hogy ha nincs elszívó rendszer, nagyon magas az anyag meggyulladásának veszélye. Ezenkívül az akrilüveg vágásakor a műhely megtölthető olyan gázokkal, amelyek hajlamosak fellángolni vagy akár felrobbanni. Az akril vágásakor nem ajánlott felügyelet nélkül hagyni a munkaeszközöket, vagy elhagyni a helyiséget.
Mennyire veszélyes az akrilüveg megmunkálása CO2 lézergépen?
A kezelő egészségi veszélye áll fenn, ha a kipufogó valamilyen okból nem működik. Vagy abban az esetben, ha az akrilt nyitott gépfedéllel dolgozzák fel. Emiatt ellenőrizni kell a kipufogórendszer működését, szellőztetni kell egy műhelyt, és zárt fedéllel le kell vágni az akrilt.
Az akril lézerrel történő vágásának jellemzői
A CO2 lézergép kiválasztásakor javasolt figyelembe venni a megmunkálandó akrilüveg vastagságát. Ez határozza meg a lézercső teljesítményét. Az akril vágási sebességének paramétereit manuálisan kell beállítani. Ezenkívül fontos a minimálisra csökkenteni a fújást. Ha ugyanolyan fúvónyomással dolgozik, mint a rétegelt lemez megmunkálásakor, a kapott vágás rossz minőségű lesz. A felső széle durva lesz. Egy egyszerű trükk bevethető a fúvónyomás kiválasztásánál, hogy tükörszerű vágási élt kapjunk. Fújj az ujjadra teljes erődből; emlékezzen a bőrén lévő érzésre. Ezután állítsa be ugyanazt a nyomást a gépen, és ellenőrizze az ujjával. Választhat valamivel erősebb fújást, de gyengébbet nem, különben sok lesz a korom, és a gép nagyon hamar meghibásodik. Akril lézergravírozásának vagy vágásának végrehajtásához ajánlatos a gép teljesítményét a lehető legalacsonyabb szintre állítani. Ehhez potenciométert használhat. Nem ajánlott akrilt vagy bármilyen más anyagot lézergépen két menetben feldolgozni. Olyan teljesítmény- és sebességparamétereket kell választani, amelyek lehetővé teszik az anyag egy menetben történő átvágását. Például a 15 mm-es akrillemez vágásához magasabb lézercső teljesítményparamétereket kell beállítani, mint a 6 mm vastag akril vágásakor.
Kontúr gravírozás plexire
Ha akrilra kontúr gravírozást végez, kapcsolja ki a fújást. Ugyanakkor figyelemmel kell kísérni a folyamatot, hogy megakadályozzuk a kibocsátott gázok fellángolását. A gravírozás végeztével pedig gondosan meg kell tisztítani a lencsét, hogy eltávolítsa az akrilgőz-maradványokat.
Hogyan lehet megszabadulni a szennyeződéstől és a virágzástól az akril gravírozása során.
Akrilra történő kontúrgravírozáskor fehér bevonat képződik. Az eltávolításához acetont, ásványi alkoholt vagy polírozó pasztát használhat. Az aceton használatakor nagyon óvatosnak kell lenni. Ha túl sokat nedvesít egy szalvétát, és túl sok erőt alkalmaz, az akril elrendezés felülete megolvadhat. Az ásványi szesz népszerű és meglehetősen olcsó termék. Az akril megolvadásának kockázata a feldolgozás során kisebb, mint az aceton használatakor.
Gravírozás szappanos vízzel
A szappanos víz segíthet kiváló minőségű gravírozási eredmények elérésében. Vigyen fel nagyon vékony réteget az anyagra, és várja meg, amíg kiszárad. A gravírozás eredménye tökéletes lesz. El kell távolítani a filmet? Annak érdekében, hogy megakadályozza a fehér bevonat kialakulását a gravírozás során, hagyhatja a fóliát az akrillapon. Kisebb képek készítésekor azonban később nagyon nehéz eltávolítani. Néhány darab hozzátapad az anyaghoz, és a terméket ki kell dobni. Ezért fontos megérteni, milyen feladatot kell végrehajtania. Nagy méretű alkatrészek vágásakor a fólia az akrillapon hagyható. Később könnyen eltávolítható.
Rétegelt lemez megmunkálása lézerrel?
A rétegelt lemez egy faanyag, amelyet hámozott furnérlemezek összeszerelésével állítanak elő. Az anyagnak megvannak a maga sajátosságai, amelyekhez csak a minőségi berendezések tudnak könnyen alkalmazkodni. Ha a beépített fúvórendszer gyenge minőségű, korom és szénlerakódás léphet fel. És ez termékhibának minősül. A rétegelt lemez összetett lézergravírozása nagy pontosságot igényel a géptől. Számos tényező befolyásolja az eredmény minőségét:
- rezgésállóság;
- pozicionálási pontosság;
- co2 lézercső teljesítmény;
- a vezérlő helyes működése stb.
Sajnos az olcsó gépek ritkán vannak felszerelve a megfelelő működéshez szükséges alkatrészekkel. A szükséges teljesítményt a következő képlet alapján számítjuk ki: 10 W 1 mm rétegelt lemezhez. Ennek az anyagnak a leggyakoribb vastagsága 4-6 mm, de néha elérheti a 40 mm-t is. Ezért kis termeléshez 60 W elég
Munkaterület
A munkaterület méretének megválasztása az anyag méretétől függ. A rétegelt lemezt nagy lapokban szállítjuk, amelyek előre vághatók kisebb darabokra. A rétegelt lemez elővágás nélküli feldolgozásához a közepes és nagy formátumú gépek a legalkalmasabbak 1200×900 mm-es munkaterülettel. Kisebb darabok gyártásához elegendőek lesznek a 200×300 mm-es méretű asztali lézergépek. A rétegelt lemez megmunkálásakor fontos figyelni a lézerfej maximális magasságára is. Az ajánlott érték 15-20 cm.
Légkompresszor
Rétegelt lemez megmunkálásakor az egyik leggyakoribb probléma a korom megjelenése a termék szélein. Ennek oka az elégtelen fúvóerő. Rétegelt lemez vágásához 1,5-2 atmoszférát kell használni. A bőrön végzett lézergravírozás lehetővé teszi, hogy eredeti és művészi termékeket készítsen természetes anyagból vagy műbőrből. A bőrre történő lézergravírozás előnyei:
- hatékonyság: 10-20 perc alatt alkalmazhat egy rajzot;
- alacsony előállítási költség a dombornyomáshoz képest, különösen közepes és nagy szériák rendelése esetén;
- érintésmentes megmunkálás, amely megakadályozza az anyag károsodását;
- bonyolult képek készítésének képessége finom részletekkel;
- az alkalmazott képek nagy területe (akár 300 x 600 mm), aminek köszönhetően nagy tételek létrehozása lehetséges.
Lézergravírozás jellemzői bőrön
A bőr lézeres gépe a felső réteg kiégetésével hoz létre képet. Feltár egy alsó réteget, amely meghatározza a kép színét. A természetes bőr alsó rétege általában sötét, így a végső kép sötétbarna vagy fekete árnyalatú. Világos bőrön tűnik a leglenyűgözőbbnek. A lézeres berendezés könnyen kezeli a bőr gravírozását, annak ellenére, hogy az anyag szerkezete heterogenitása. Az alkalmazott kép tiszta, a legapróbb részletek is jól kirajzolódnak.
Mikor alkalmasabb a lézergép, mint a dombornyomás?
A bőrmetszet könnyen helyettesítheti a dombornyomást, ha:
- nagyszámú tételt kell előállítani;
- kevés az idő a bőr gravírozására: a lézergép többszörösen gyorsabban végzi el a feladatot;
- a bőr vékony, vagy a kiválasztott terület nem domborítható;
- a dombornyomó gép munkaterületénél nagyobb képet kell alkalmazni.
Így a bőr vágására és gravírozására szolgáló lézergép leggyakrabban jobb, mint a dombornyomó berendezés.
Tesztminta
A lézergépen a bőr gravírozási vagy vágási folyamatának megkezdése előtt a szakértők azt javasolják, hogy készítsenek próbamintát. Segít felmérni a végső kép árnyalatát és azt, hogy mennyire lesz részletes. Szükség esetén módosítani kell a lézergép beállításait.
A bőr lézeres vágásához és gravírozásához szükséges feltételek
Mivel a bőr megmunkálása során füst és rossz szag keletkezik, a lézergép kipufogórendszerét kell használni. A műbőr gravírozása és vágása során az emberi egészségre káros anyagok, hidrogén-klorid képződik. El kell távolítani egy elszívó burkolattal. Ezenkívül a lézergépen a vágás és gravírozás során a salakanyagok hatékony eltávolításának hiánya a gép alkatrészeinek rozsdásodásához vezet, és a berendezés meghibásodik. A lézercső túlmelegedésének elkerülése érdekében a hűtőrendszernek megfelelően kell működnie. A lencséket és a tükröket is rendszeresen tisztítani kell a lézerfej pozicionálási pontosságának biztosítása érdekében.
Milyen géppel lehet követ gravírozni?
A szakértők azt javasolják, hogy lézergépen gravírozzanak kőre. Tehát nézzük meg, milyen szempontokat kell figyelembe venni a berendezés kiválasztásakor, és hogyan készítsünk kiváló minőségű termékeket.
A lézeres gépek előnyei kővéséshez.
A kőmetszetet leggyakrabban emléktárgy-gyártásra, valamint emlékművek és sírkövek tábláinak, díszítőelemeinek gyártására használják. A rituális szférában a lézergravírozás ütésjelölő gépekkel vagy lézeres gépekkel történik. A szakértők szerint a második módszernek számos jelentős előnye van.
- A lézergéppel készült kép jobb minőségű és részletgazdagabb. A lézersugár kisebb átmérője miatt a DPA értéke 2500. Ezzel szemben az ütésjelölő gépnél ez 128 DPA.
- Lézergéppel történő gravírozáskor a kő szerkezete megmarad. A lézersugár az anyag felső rétegének elpárologtatásával mintát alkot. Míg az ütésjelölő gép károsítja a köveket és letöri a darabokat.
- A lézergép sokkal gyorsabb, mint az ütésjelölő gép.
- A lézergépek fogyóeszközök élettartama hosszabb.
Nézzük meg részletesebben, mi történik a kővel ütésjelölő gép és lézeres berendezés használatakor.
Anyagszerkezetre gyakorolt hatás
Ütésjelölő gépben a munkaszerszám erővel érinti a munkadarabot. Ennek eredményeként az anyag az ütközési zónában megsemmisül. Egy kráter képződik, amelyet átszúró lyuknak neveznek. A lyuk méretét az energia mennyisége és a szerszám kőre gyakorolt atásának időtartama határozza meg. A kráter kialakításához a munkadarabot többször át kell szúrni. Ebben az esetben minden egyes ütközés eredményeként mikroszkopikus chip keletkezik. És ezt lehetetlen elkerülni, ha ütésjelölő géppel dolgozzák meg a követ. A lézergravírozás során az anyagrészecskék a lézersugár magas hőmérséklete hatására elpárolognak. Mélyedés alakul ki, ugyanakkor a kőszerkezet nem sérül. Az ütési jelöléssel és a lézergravírozással előállított kőre gyakorolt hatások különbségei nyilvánvalóvá válnak, ha összehasonlítjuk az ilyen módszerekkel nyert lyukakat a kövön.
Gravírozási sebesség
A lézer sokkal gyorsabban alkot képet a kövön, mint egy ütős jelölőgép. A 30×40 cm-es rajz elkészítése legfeljebb 20 percet vesz igénybe. Emellett lehetőség van több munkadarab egyidejű megmunkálására is, ami jelentősen felgyorsítja a munkát. Az ütésjelölő gép sokkal lassabb. Ugyanazon kép elkészítése több órát vesz igénybe. Emléktárgyak és műemlékek tömeggyártásához tehát érdemes lézeres gépeket választani, egy tételes gyártáshoz pedig egy ütésjelölő gép is elég. A lézeres berendezések vásárlásának másik előnye, hogy a legtöbb szerves anyagra gravírozható, beleértve a rétegelt lemezt, fát, üveget, szövetet, bőrt stb.
A fogyóeszközök élettartama
A lézeres berendezésekhez általában nincs szükség sok fogyóeszközre. A kő megmunkálásához egy 60-80 W-os lézercső elég jó. Ereje elegendő a gravírozáshoz, és kis foltot ad, ami biztosítja a legfinomabb vonalak kialakítását. Sőt, ha a lézercsövet teljes teljesítmény helyett 10-12%-os teljesítménnyel használjuk, sokkal tovább bírja. Bizonyos kőfajták azonban nagyobb lézerteljesítményt igényelnek. Másrészt az ütésjelölő gépnek rendszeres időközönként cserélnie kell a fő fogyóeszközt – a tűt. Az anyaggal való többszörös ütések miatt gyorsan elhomályosodik vagy akár el is törik.
A lézergravírozó tervezési jellemzői
A lézergép fő tervezési elemei a merev, strapabíró keret, egy mozgatható portál és egy munkaterület. A berendezés merevsége és nagy tömege előfeltétele annak, hogy a gép ne törjön el a kő súlya alatt. A lézergép fontos jellemzője a munkaasztal magasságának elektromos hajtású változtatása. Nehéz kő munkadarabok megmunkálásakor elengedhetetlen. Vannak hordozható változatok, amelyek csak portálokat tartalmaznak. Ezt a fajta berendezést nagyméretű munkadarabok, például az egész sírkő gravírozására használják. Ebben az esetben a gép közvetlenül a munkadarabra kerül. Kőanyagokkal végzett munka során ez az opció segít összetett feladatok elvégzésében. A fehér és fekete márvány lézergépen történő feldolgozásakor speciális köszörülést kell alkalmazni, hogy a kép jól látható és világos legyen. Míg a gránit gravírozás általában merész és szép csiszolás nélkül is.
Lézervágás nem működik
A hiányos lézervágások elkerülése érdekében fontos a vágási sebesség megfelelő csökkentése, valamint az optikai elemek, például a tükrök és a fókuszlencsék tisztán és szennyeződésmentesen tartása. Ez magában foglalhatja a lencsék időben történő tisztítását vagy cseréjét. A vágógabdó anyagok mint például a réz és az alumínium, amelyeknek magas a visszaverődési rátájuk, előnyös lehet a felület előzetes polírozása vagy fényelnyelő anyag felvitele. A rendszeres karbantartás, mint például az idegen anyagok tisztítása a fúvókából és a segédgáz nyomásának növelése, valamint a hűtőrendszerben lévő desztillált víz időben történő cseréje szintén segíthet a lézervágás minőségének javításában és a hiányos vágások kockázatának csökkentésében. A lézervágógépet hetente egyszer porszívóval távolítsa el a port és a szennyeződéseket a gépről, és ügyeljen arra, hogy az összes elektromos szekrényt zárva tartsa a porfelhalmozódás megelőzése érdekében. Rendszeresen ellenőrizze az acélszíj feszességét a lézer vágógépen. A laza szíjak működési problémákat okozhatnak, és akár biztonsági kockázatot is jelenthetnek. Bár apró részletnek tűnhet, mégis fontos, hogy a szíjat feszesen tartsa. Félévente ellenőrizze a lézervágógép pályájának egyenességét és a gép függőlegességét, A kettős fókusztávolság lézervágófejnél egy sérülékeny alkatrész, amely hosszabb használat során idővel károsodhat. Rendszeresen tisztítsa meg a lézervágógépet, hogy eltávolítsa a port vagy törmeléket, és biztosítsa a normál működést. Törölje le az állványt gyakran, és adjon hozzá kenőolajat a törmeléktől való mentesítés érdekében. Tisztítsa és kenje rendszeresen a vezetősíneket és a motort, hogy javítsa a gép mozgását és vágási pontosságát, ami végső soron a vágott termék minőségének javulásához vezet.
Kézi lézerfókusz módszer
A lézerfókusz pozíciójának beállításához helyezzen síma fehér kartondarabot a tárgy padra, és irányítsa fölé a lézervágófejet. A fókuszáló lencsének a kartontól mért magasságának körülbelül 10 mm-nek kell lennie, ami kisebb, mint a lencse fókusztávolsága. Pl. ha a lencse fókusztávolsága 127 mm, akkor a lencsét a kartontól körülbelül 117 mm-re kell állítani. Az NC rendszer úgy állítja be a vágófejet, hogy 10 mm-en ként mozogjon az X vagy az Y tengely mentén, és a Z tengely minden egyes mozgással 1 mm-rel emelkedjen. A 20 mozgás állítandó be. Minden egyes mozgásnál 20 lyuk 20-szor lyukasztásra kerül, és a Z tengely magassága 20 mm-rel nő. A 20 lyuk megfigyelésével látható, hogy a lyukak átmérője fokozatosan változik a nagyról a kicsire, majd a kicsiről a nagyra.Keresse meg azt a pozíciót, ahol a legkisebb a nyílás, és jegyezze fel. A karton és a lencse távolsága ebben a pozícióban a tényleges lézersugár fókuszpozíciója.
Ferde fókuszú módszer
Helyezzünk egy egyenes fadeszkát átlósan a tárgyasztalra, körülbelül 10 fokos lejtéssel. Állítsa a vágófejet az A pontra úgy, hogy a fókuszáló lencsétől mért magassági dimenzió 20 mm-rel kisebb legyen, mint a lencse fókusztávolsága. Az NC-rendszer úgy állítja be a vágófejet, hogy 230 mm távolságon keresztül folyamatosan mozogjon az X-tengely vagy az Y-tengely mentén. A lézer 200 W folyamatos lézer teljesítményt ad ki, amikor a mozgás megkezdődik, és leáll, amikor a vágófej megáll. Ekkor látható a lézersugár égési nyoma, amely szélesről keskenyre, majd keskenyről szélesre változik. Vegyük a nyomvonal legszűkebb pontját fókuszpozíciónak, és jegyezzük fel. Ebben a pozícióban a fadeszka távolsága a lencsétől a tényleges lézersugár fókuszpozíciója.
Lézervágás közvetlen beállítása
A lézersugár fókuszhelyzetének meghatározásához tartson egy egyenes fadeszkát 85 fokos szögben a vágóasztalra. Emelje fel a vágófejet úgy, hogy a fókuszáló lencse körülbelül 1,5-szeres fókuszban legyen az asztal felületétől. Nyissa ki a lézerzárat, és folyamatosan adja ki a 200 W-os lézersugarat. Mozgassa a fadeszkát vízszintesen a fókuszáló lencse alá. A fadeszka felületén a lézersugár fókuszálása előtt és után szélesről keskenyre és keskenyről szélesre változik az égésnyom. Ez a nyom nagyban hasonlít a lézersugár fókuszálási folyamatának változásához. Vegyük a nyomvonal legkeskenyebb pontját fókuszpozíciónak, és jegyezzük fel. A fadeszka távolsága a lencsétől ebben a pozícióban a lézersugár tényleges fókuszpozíciója. Vegye figyelembe, hogy ez a módszer kézi kezelést igényel, és a sérülések elkerülése érdekében különös figyelmet kell fordítani a biztonságra.
Fémanyagoknál lézerenergia elnyelése
A fémanyagok besugárzásához használt lézer a kritikus hullámhossz ideális. Például az Al, az Au és a Ti kritikus hullámhossza körülbelül 1064 nm, 630 nm és 10000 nm. Ha a lézersugár hullámhossza nagyobb, mint a kritikus hullámhossz, a fémfelületa lézersugárral szembeni visszaverő képessége drámaian megnő, abszorpciós képessége pedig meredeken csökken, aminek következtében a beeső lézersugár több mint 92%-a visszaverődik. A lézeres mikromegmunkálásban általánosan használt YAG szilárdtest-lézer lézer hullámhossza 1064 nm így a legtöbb fém, például az Al, Cu, Ni, Ag, Pt, Zn és Pb visszaverődése több mint 80%. A CO2 gázlézer hullámhossza 10600 nm így a legtöbb fém visszaverődése ezzel a lézerrel több mint 90%-os. Általában grafitot vagy mangánfoszfátot visznek fel bevonatként a felületre a fekete abszorpciós réteget eredményez, amely 60-80%-kal növelheti az abszorpciós arányt. A megfelelő bevonatvastagság azonban nagyon fontos. Ha a bevonat túl vastag, a túlzott hő hatására elpárologhat. Ha túl vékony, előfordulhat, hogy teljesen elpárolog, még mielőtt a lézeres feldolgozás, ami a lézersugárzás során a fém visszaverődéséhez vezet. Ha a lézermegmunkálás végére a bevonat elpárolgott, akkor ezt tekintik optimális bevonatvastagságnak. Ezt az értéket kisérletezéssel lehet meghatározni.
Optikai előkezelés
Az optikai előkezelés nem szennyező technológia. Elsősorban az UV spektrumú excimer lézer és a CO2 egyidejű utókezeléshez, ami a CO2 lézerabszorpció az anyagfelületen. Az optikai előkezelés hatékonyságát nagymértékben befolyásolja három tényező: a lézerenergia, a lézerimpulzusok száma és az anyag fizikai tulajdonságai.
Mechanikai és kémiai felület-előkezelési technológia
A mechanikai és kémiai felület-előkezelési technológiát a felületek lézerelnyelési arányának növelésére használják. Például a sima fémfelület csiszolása csiszolókoronggal és a fémfelület vékony rétegének savas anyagokkal történő korrodálása.















 Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.
Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.