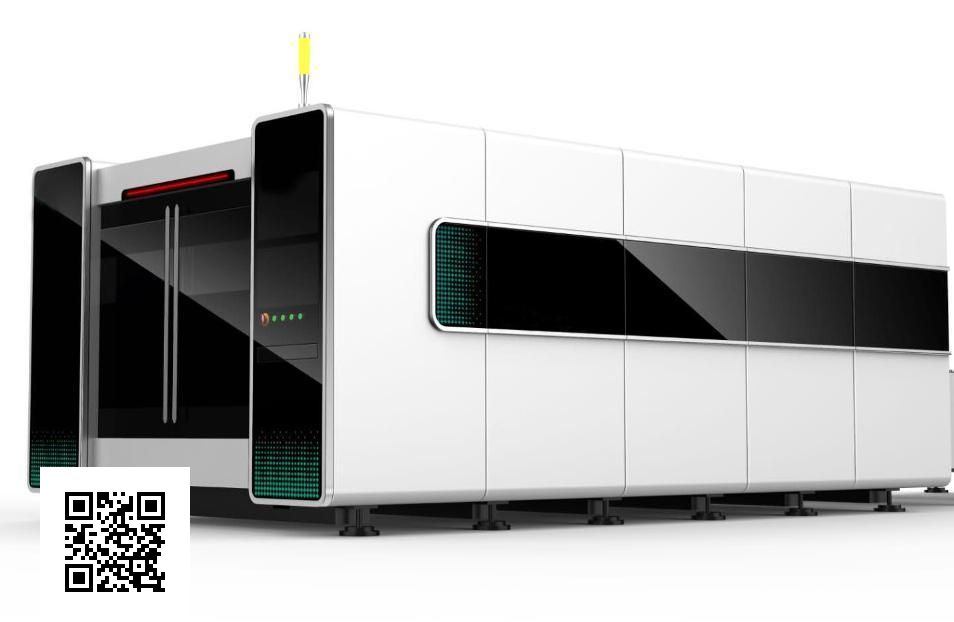

Ez a kis tip-top szuper fiber lézervágó.Lézerforrása szuper teljesítményű. Fiber lézer a szilárdtest lézer egyik fajtája. A fiber lézevágórnál a gerjesztést diódák által kibocsátott fénnyel végzik. A fiber lézervágóknál nincs pl. tükör így kevesebb a meghibásodás lehetósége. A fény nyalábot optikai szálon vezetik a a cél helyre. Például 1 kW-os fiber lézernél a sugár energiasűrűsége a fókuszpontban többszöröse más lézer típusoknak. A Szuper Fiber lézervágóval hihetetlenül gyors megmunkálási sebesség érhető el. A lézer bekapcsolása után azonnal rendelkezésre áll nincs várakozási idő. Kiválóan változtatható a különböző impulzus teljesítmény, energia, szélesség és frekvencia működés közben és még több mint ~15 paraméter, ami eszméletlenül nagy sebességű megmunkálást eredményez más és más típusú anyagoknál. A Szuper Fiber lézervágó több mint tizedannyi energiát használ fel működése közben, mint pl CO2 lézer. Sőt, szinte nulla az energiafelvétele a lézer inaktív állapotában, ez éves szinten brutális energiamegtakarítást jelent a befektetőnek. Nincsenek benne lámpák a karbantartás minimális, ezért természetesen a használati biztonsága nagyságrendekkel megnövekszik. Kis méret így kevés helyet foglal el a teljes berendezés. Tehát négyzetméter/profit termelékenysége hatalmas. Egyszerű kialakítás, sokszínű alkalmazhatóság. Az iparban egyre szélesebb területen fellépő igény, a jelölés is, a gyártási folyamatok nyomon követésének automatizálás miatt erre is kivállóan alkalmas ez a szuper fiber lézer. Például a gépalkatrészek jelölésében ez a szuper fiber lézer lézer jelentheti a tökéletes megoldást. A szuper fiber lézervágó tökéletes vágás minősége fényévekkel meghaladja a hagyományos technológiákét kevésbé képzett alkalmazottal is.
Kiváló fiber lézervágó
Műszaki adatai
Lézerforrás: IPG
Lézer kontrol: 1-100 %
Munkatér: 1000×2000 mm
Pontosság: +/-0.01 mm
Rendszer: Cypcut
Lézerfej: RAYTOOLS
Sebesség:forgácsolásnál max 35m/perc
Hőmérséklet: 5°C – 45°C
Formátumok: BMP,PLT,DST,DXF,AI
Francia Schneider elektromos alkatrészek
Yaksawa szervomotor
CE minősítés
Teljesen zárt burkolat
Méretek:
Gép: 3.2*1.9*2 m
Vízhűtő: 0,8*0,58*1,09 m
Elszívó ventilátor: 0,88*0,83*0,94 m
Vezérlőmező: 1,28*0,92*1,96 m
Lézergenerátor: 0,88*0,58*0,46 m
Betanitással, helyszíni beüzemeléssel.
Lézeres biztonsági előírások betartása kötelező.
Tengelyek maximális sebessége:
- x tengely 35m/min
- y tengely 35m/min
- z tengely 35m/min
Tengelyek maximális gyorsulása:
- x tengely 1G
- y tengely 1G
A készülék hűtését egy gondozásmentes vízhűtő berendezés látja el. Vízhűtő berendezés, a vágás közben keletkezett hőt, a lézervágó felyből elvonja, majd a berendezés segítségével optimális hőmérsékleten tartja. Főként a tükrök hűtésével. A vízhűtő hőmérséklete automatikus kiigazítás, főként létrehozott 25 fokos Körül. Berendezés első feltöltését mi válaljuk!!!
Vágható anyagok:
- Ötvözött és ötvözetlen acélok
- Rozsdamentes acélok
- Titán
- Réz és ötvözetei
- Alumínium
- Nikkel alapú acélöntvények
- 9. Egyéb nemesfémek
Vágórendszer Raytools márkájú vágószerszámokkal működik Belső lézerfej, fókusz lencse és védő tükör. Rézfúvókával, 15 mm átmérőjű. Lézer forrás Raycus márkájú minőségi lézerforrás. Élettartam a normál lézer 100.000 óra. A fotoelektromos átalakítás több mint 25%. Munkakörnyezet: 10-40 celsiusfok mely ideális a precíz munkavégzéshez. A készülék hűtőberendezéssel biztosítja a normál hőmérsékletet. Au3tech control vezérlőrendszerrel szoftverrel angol nyelven, feldolgozható fájlok pl. DXF, AI. vagy a vezérlőn rajzolva. Időt megtakarítás fly üzemmóddal Kiosztás funkció a magas anyag megtakarításához. Átviteli rendszer Németországi Rack fogaskerekű átviteli rendszer kiegészítve a kiváló Taiwani Hiwin márkájú vezetősínekkel. Minden tengelyen Tajvan Delta szervomotorokkla dolgozik ez a kiváló gép. Beállíthatóátviteli rendszerrel, a vágási sebesség és a pontosság javítása maximalizálására. Kiváló (collect) rendszer gép oldalánl, a lehulló kis darabok összegyüjtésére.Könnyen mozgatható kereken gurul. Kisebb teljesítményű ventillátor.
Különlegességei a fiberlézernek:
- Állítható vágási szélesség
- Észveszejtően szép a vágás minősége
- Hibatűrő képesség kiváló
- Maximálisan biztonságos
- Full egyszerű kezelhetőség
- Hihetetlenül kevés fogyóeszköz
A lézervágási technológiáknak alapvetően három típusa van:
-
Szublimációs vágás mely során maga a lézersugár párologtatja el az anyagot. Semleges vágógázzal, pl. nitrogénnel. Vékonyabb lemezeknél alkalmazható.
-
Lángvágás, azaz oxigénnel való vágásnál olvadáspontig hevítik anyagot. Oxigéntől az anyag felizzik formálható. A felesleges anyagot az oxigén nyomása távolítja el. Hidegen hengerelt, lágyacéloknál.
-
Fúziós vágásnál a lézersugártól olvad meg az anyag. Hélium vagy argon inert gázokkal fúvatják ki az anyagot. Rozsdamentes acélnál.
A szuper fiber lézer legfontosabb előnye, hogy sokféle, különböző anyag megmunkálására kiválóan alkalmas: fémek, kerámia, szilikon. Tükröződő felületeknél sincs probléma. A fiber lézer nagy koncentráltsága tűpontos vágást tesz lehetővé. Minden anyagon finom és pontos munkát tudunk végezni. A fiber lézer használata nagyon eredményes, szép munkát tesz lehetővé így költséghatékonyabb működés válik lehetővé. Modern világunkban többféle vágási jeölési eljárás közül választhatunk, melyek közül a fiber lézer az kiemelkedően kedvelt eljárás, rengeteg előnnyel rendelkezik, ami miatt igazán jó döntés ilyen eszközzel dolgozni.
Haszon?
Jelen szuper egyszerű és könnyen kezelhető,
Kicsi hőtermelés miatt az anyag nem deformálódik
Lézerkimenet kiválóan stabil, egyenletes vágási minőség
Hatalmas teljesítménysűrűség a lézeres élességállítással
Hihettetlenül gyors munka sebesség
Munkaerő-megtakarítás azaz a profit növelés.
Hosszú élettartamú
Biztonságos
A vágás minősége eszméletlenül szép, a munkadarab nem deformálódik. Nincs szükség a későbbiekben kiegészítő folyamatokra ami időt és költséget takarít meg és magasabb profitot eredményez. A lézersugár pontosan pozícionálhat
Lézervágás minősége?
A lézervágás minőségét a vágott anyag minősége befolyásolja. A szénacél lézervágógéppel történő vágási minőségét oxigénvágással befolyásoló tényezők közé tartozik az ötvözetek összetétele, az anyag mikroszerkezete, a hővezető képesség, az olvadáspont és a forráspont. A magas széntartalmú fémek jellemzően magas olvadáspontúak, így nehezen olvadnak, ami a lézervágásnál vágási és átfúrási idő növekedéséhez vezet. Előfordulhata lézervágásnál, hogy szélesebb vágási bemetszést és kitágult felületi hőérzékeny zónát eredményez, ami instabil vágási minőséget okoz. A lézervágásnál az ötvözet összetételének magas tartalma növeli a folyékony fém viszkozitását, és növeli a fröccsenés és a salak arányát, ami nagyobb követelményeket támaszt a lézer teljesítményének és a levegő fúvási nyomásának beállítására a feldolgozás során. A lézervágásnál ha segédgázként oxigént használnak, a vágási felület hatása romlik, és a felületi érdesség jelentősen megnő, ahogy az anyag C és Cr elemeinek tartalma nő. Ellenben ha lézervágásnál segédgázként levegőt használnak, a vágási hatás azonos vastagság és teljesítmény mellett nagyjából változatlan marad. A lézervágás minőségének és hatékonyságának biztosítása érdekében a különböző vágási teljesítményekhez és anyagokhoz különböző segégázokat kell alkalmaznia.
Széntartalom
Azonos lézervágási teljesítménynél a széntartalom növekedésével a vágási sebesség fokozatosan csökken, miközben a minta felülete érdesebbé válik, az általános hatás romlik
Krómtartalom
A krómtartalom növekedésével a lézervás során a felület alján az oxidbőr keletkezik és megvastagszik, ami a vágási felület felülről lefelé érdesedését okozza.
Szilíciumtartalom
A lézervágás sorár a vágott fém szilíciumtartalma meghaladja a 0,25%-ot, a lézer vágási sebesség a szilíciumtartalom növekedésével jelentősen csökken, és a lézervágás alján salak jelenik meg.
Nikkel
A lézervágás minőségét a nikkeltartalom kevéssé befolyásolja
Mangán- és kéntartalom
A lézervágás során az anyag mangán- és kéntartalma 0,5%, illetve 0,04%, vagy azt meghaladó a lézervágás alján lévő salak fokozatosan növekszik a lézervágott lemez vastagságának a növekedésével.
Az alumínium anyag előnyei
Az alumínium viszonylag gyakori anyag a társadalmi termelésben. Alumíniumból és egyéb ötvözetelemekből készült termék. Az alumínium anyagok kiváló teljesítményt mutatnak: alacsony sűrűségű, könnyű súlyú, nagy szilárdságú, jó korrózióállósággal, erős plaszticitással és könnyű feldolgozással rendelkeznek. Ezért széles körben használják a repülésben, az építőiparban, az autóalkatrészekben, a bútorokban, az orvosi berendezésekben és más iparágakban. Az alumínium anyag feldolgozása általában vágással, majd hideghajlítással, fűrészeléssel, fúrással, összeszereléssel, színezéssel és egyéb folyamatokkal kezdődik. A lézeres vágási technológia folyamatos fejlesztéseként a szálas lézervágó gépet széles körben használják hatékony módszerként alumínium panelek, képernyők, lemezek és csőprofilok vágására különböző fémgyártási területeken.
Alumínium lézervágási problémák
Annak ellenére, hogy néhány probléma és nehézség továbbra is fennáll a szálas lézeres alumíniumvágás során, az alumíniumlemezek mindig is problémát jelentettek. A konkrét okok a következők:
1). Az alumínium anyagának alacsony a felszívódása, ezért nehezen vágható
Az alumínium egyfajta erősen tükröződő anyag, amelynek a lézersugár alacsony abszorpciós sebessége. Amikor az alumíniumot szálas lézervágó géppel vágják, az alumínium által nem elnyelt fény tükrözi azt a lencsén, majd áthalad. a szálas lézerhez. A veszteség nagyon nagy, és nagy károkat okoz a lézerben, ami jelentősen lerövidíti a lézer élettartamát.
2) Az alumínium lézervágó paramétereit nem könnyű beállítani
A feldolgozási folyamat során a vágási folyamatot nehezebb elsajátítani, mint a közönséges fémanyagokat, az alumínium anyagok magas hőmérséklet-állósága miatt. A vágási sebesség túl gyors, és könnyen sorja keletkezik. Ha a vágási sebesség túl lassú, az alumínium anyag megreped, ami befolyásolja a vágás minőségét. Akkor lehet alumíniumot vágni szálas lézerrel? A válasz nyilvánvalóan igen, a szálas lézeres fémvágó gép alumíniumlemezeket és más, erősen tükröződő anyagokat, mint pl. fémes ezüst (Ag), arany (Au) és alumínium (Al)stb.
Tippek az alumínium lézeres vágásához
Hogyan lehet megoldani az alumínium lézeres vágásakor felmerülő problémákat?
Tükröződésmentes bevonat alumínium anyagon, amely hatékonyan csökkenti az alumínium visszaverődését a lézeren
A lézervágás alumínium paramétereit és beállításait hangsúlyozni kell, például a vezérlési folyamatot, a vágási sebességet stb.
A túlzott vágás is hajlamos az égésre.
A túlzott vágási sebesség repedéseket okoz az alumínium anyagokban
Ajánlott nitrogént használni az alumíniumlemezek vágásakor, mivel az alumínium anyagok speciális színei egységesek a vágási termék színének biztosítása érdekében
Speciális anti-high-inverz anyagvágó fejek használata.
Fiber vágás alumínium vastagság
1).1000W szálas lézervágó gép: maximum 4mm;
2).1500W szálas lézervágó gép: maximum 7mm;
3).2000W szálas lézervágó gép: maximum 9mm;
4).3000W szálas lézervágó gép: maximum 12mm;
5).4000W szálas lézervágó gép: maximum 15mm;
6).6000W szálas lézervágó gép: maximum 16mm;
7).8000W szálas lézervágó gép: maximum 18mm;
Megjegyzés: a paraméterek csak tájékoztató jellegűek, a tényleges vágási kapacitás a minőségtől, a vágási környezettől, a segédgáztól, a vágási sebességtől és egyéb tényezőktől is függ.















 Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.
Célja a kérdéseimnek? Eldönteni tudok-e segíteni Önnek? Ha igen ... OK. Ha nem, nyiltan megmondom.